
Aujourd’hui je m’essaye à l’usinage « 3D »!
Et pour ce faire, je vais créer des plaquettes de Colt 1911. Cet article présentera surtout le coté technique de la chose, le résultat de l’usinage n’étant au final qu’un prétexte à l’expérimentation (usinage test réalisé dans une banale chute de MDF, je n’avais à la base pas de réplique de 1911 à la maison lors de la réalisation de cet usinage 😀 )
Présentation:
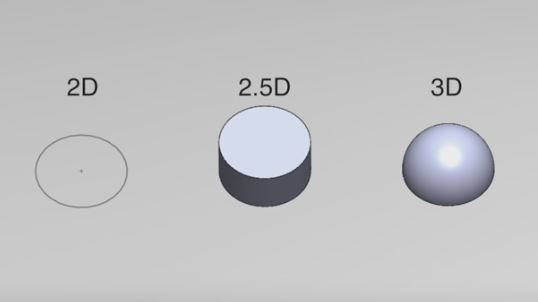
En effet jusqu’à présent, les pièces ou les gravures que j’ai pu réaliser sont ce que l’on appelle de l’usinage 2.5D, c’est à dire que l’axe Z de la machine n’évolue pas en même temps que les axes X et Y: L’outil se contente de suivre une trajectoire plane (2D) à une profondeur donnée. Il est donc possible de générer des géométries complexes mais uniquement planes.
En usinage 3D, l’outil travaille en plongée suivant l’axe Z, en même temps qu’il se déplace selon X et Y; les 3 axes évoluent de manière simultanés et synchronisés. Il est alors possible de générer des géométries librement dans l’espace (sans contre-dépouilles toutefois avec une machine 3 axes comme la mienne)
La méthode que j’utilisais jusque là, et les logiciels de dessin / FAO qui y entraient en jeu, ne permettent pas d’usiner en 3 dimensions: il faut déjà que le dessin soit en 3D (logique), mais aussi que le logiciel de FAO qui va créer le fichier définissant les mouvement de l’outil, sache exploiter des modèles en 3 dimensions.
Modèle 3D:
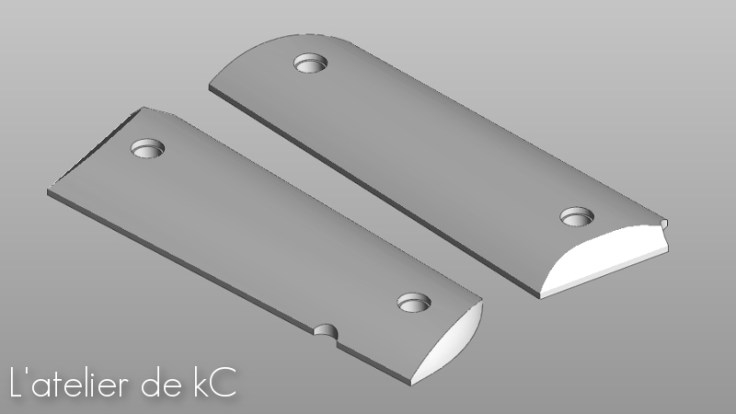
Pour cet essai, et n’ayant pas encore de logiciel de CAO 3D à la maison, je me suis contenté de récupérer un modèle 3D de grip sur le web, format STEP STL.
Comme le DXF pour la 2D, le STEP est un fichier relativement standard d’export 3D, compatible avec la plupart des logiciels de CAO 3D pro ( SolidWorks, CATIA, Rhino, SolidEdge…) et amateur (D’ailleurs, si vous avez des logiciels à me recommander, n’hésitez pas! )
EDIT: Le fichier ci-dessous est un format STL, un autre format d’export relativement standard pour des fichiers surfaciques (3D mais sans notions de volumes), notamment très utilisé pour les imprimantes 3D.
Pour les personnes intéressés, voici le lien du modèle que j’ai utilisé: https://www.thingiverse.com/thing:610087
Gamme d’usinage:
Le logiciel de FAO que j’utilise jusqu’à présent, Cambam (dans sa version gratuite) ne gère pas les modèles 3D. Pour cet essai je vais donc utiliser un autre logiciel gratuit dédié à ce genre d’opérations, FreeMill.
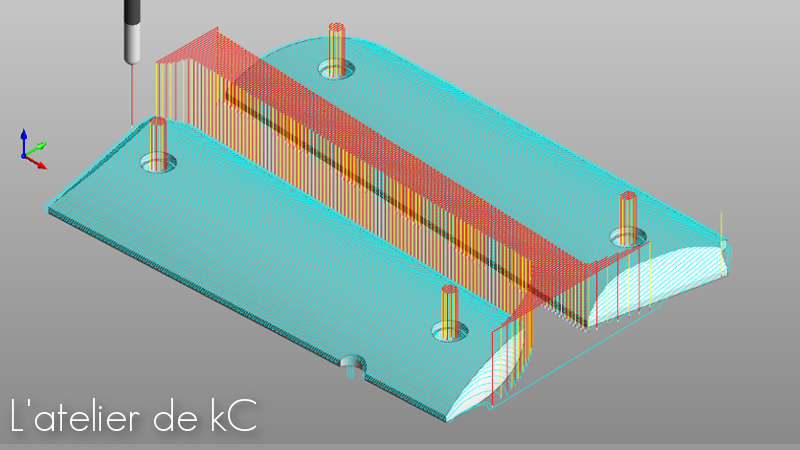
FreeMill va me permettre de créer le parcours outil nécessaire à l’usinage des plaquettes, par balayages successifs de 0.5mm, avec un fraise à bout sphérique de 3.125mm.
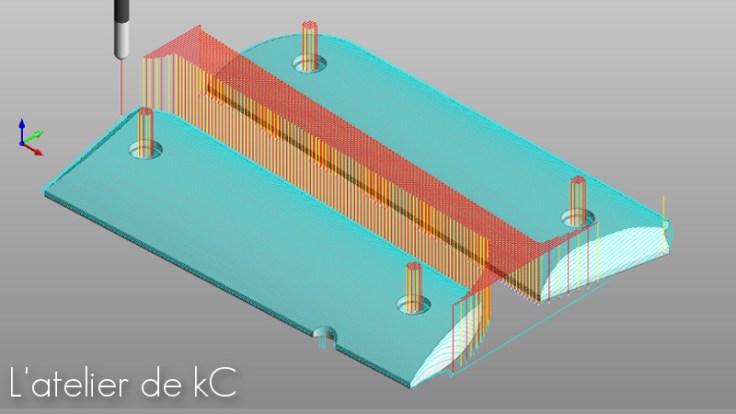
Pour un premier essai, je n’ai pas cherché a peaufiner le programme d’usinage, ni à explorer les fonctionnalités du logiciel. J’ai défini le format de mon brut, de mon outil, rentré des vitesses d’usinages « pifométriques » d’après mes précédents usinages dans du medium (ici, là, ou encore là et par là), et le pas (= la distance) à respecter entre chaque passe.
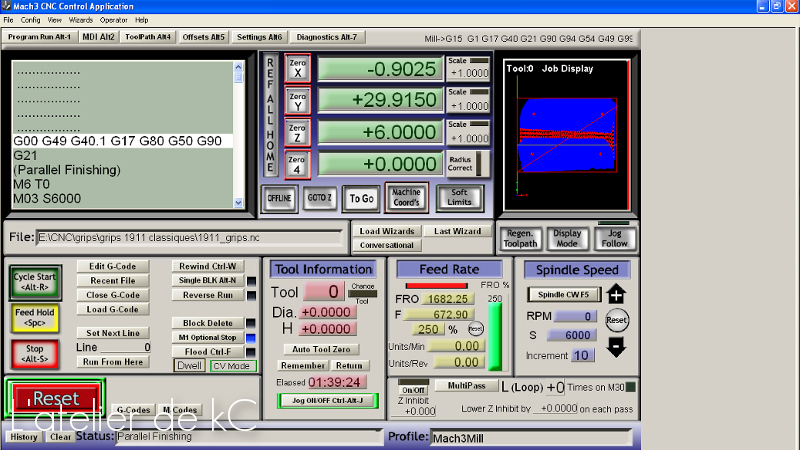
Ne reste plus qu’a générer le fichier Gcode, qui pourra en revanche être ouvert comme en 2.5D avec mon logiciel Mach3 pour le pilotage de la CN.
L’usinage!
C’est parti!



Conclusion:
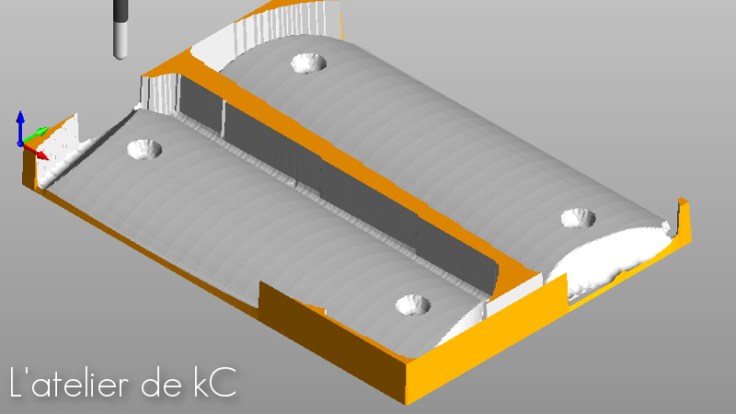
Pour un premier test, je trouve le résultat plutôt prometteur!
Il faudra en revanche que je regarde s’il est possible de définir des profondeurs de passes intermédiaires: pour cet essai, la fraise attaque directement le brut sur toute sa profondeur jusqu’à la cote finale désirée, ce qui représente des efforts de coupe trop important pour ma machine, même dans du medium.
Il faudrait également réaliser les perçages et les lamages pour les vis de fixation lors d’une étape dédié, indépendante, avec autre chose qu’une fraise sphérique pour obtenir un résultat propre.
Voici le résultat une fois installé sur un 1911 Tercel :



Bien que les finitions soit un peu approximatives, ça se monte bien. Cependant les entraxes des perçages de fixation sont un peu juste, et les plaquettes sont un peu plus épaisses que celles d’origine.
Prochaines étapes:
- Passer sur la version payante d’un logiciel de FAO?
- améliorer le programme d’usinage, prévoir une phase de finition et d’usinage de la face intérieure
- Une fois validé, usiner dans autre chose que du MDF!
- Une fois validé, faire autre chose que des plaquettes « lisses »: logos, stries, empreintes pour les doigts… les possibilités de customs seraient pratiquement infinies 🙂
-kC-

J’ai juste pas bien saisi le coup de la 2.5D, pour faire tes gravures sur culasse par exemple, ça veut dire que tu dois « percer » le motif de chaque lettre en un point jusqu’à la profondeur désirée avant de laisser évoluer la machine à plat ? Aucun automatisme sur l’axe Z en fait quoi ?
J’aimeAimé par 1 personne
Oui c’est bien ca, en 2,5D l’outil commence par descendre à la profondeur souhaité, avant de suivre le tracé puis de remonter. L’axe Z ne bouge jamais en même temps que X et Y 🙂
Il est par contre possible de descendre par palier (par exemple pour une lettre de profondeur 0.2mm dans de l’alu/zamac, je fais en général 5 passes de 0.04mm) le « ,5 » signifie qu’on donne une profondeur à un dessin 2D.
Cela dépend surtout de ce que l’on cherche à faire, et du dessin initiale servant de base à l’usinage: pour graver du texte, il est plus simple de partir d’un dessin 2D et de lui donner une profondeur, que de s’embeter à faire un dessin du texte en 3D. alors qu’au contraire, dessiner le relief d’un grip, par exemple sa partie bombée, sur un dessin 2D vue du dessus est… impossible!
J’aimeAimé par 1 personne
Ah oui, je comprends mieux alors comment ça se passe dans la pratique. Moins contraignant que ce que j’imaginais. Mais contraignant quand même !
J’aimeAimé par 1 personne
Ah ben c’est plus que prometteur même ! Si tu parviens à faire en sorte que la découpe soit plus lente, à toi les plaquettes dans du bon bois. Et là… tu risques d’avoir un paquet de mails à lire 🙂
Keep working ! Très intéressant !
J’aimeAimé par 1 personne
Merci! 🙂
Oui j’aimerais surtout pouvoir faire l’usinage en plusieurs passes moins profondes. Cela représentera certes plus d’opérations (donc un temps d’usinage plus important) mais je pourrais ainsi accelerer un peu mes vitesses d’avances tout en ayant certainement un meilleur etat de surface (l’outil vibrera et fléchira moins).
J’espère que c’est envisageable avec des logiciels gratuits…
J’aimeJ’aime
Et tu gagnes du temps sur la finition aussi, quand il s’agira de passer du papier à poncer, ça sera mieux s’il faut se contenter de virer seulement les micro-aspérités !
Sinon quand on est limité en créativité par des logiciels gratuits, c’est…. rageant !
J’aimeAimé par 1 personne
Je te conseille vraiment Fusion360 de Autodesk. Autant pour le dessin que pour l’export vers l’imprimante 3D ou encore son propre systàme de FAO intégré. Les parcours d’outils sont impécables.
J’aimeJ’aime
Merci du conseil 🙂 Je ne savait pas que fusion 360 avait un module FAO! J’avais pourtant deja essayé il y a quelques mois/année, mais j’etais passé a coté de ça.
J’aimeJ’aime
Serait-il possible de faire des plaquettes dans du plexiglas transparent?
J’aimeJ’aime
Salut sebastien! Cela doit etre possible oui, mais on risque de perdre en transparence en revanche, le plexi risque de tourner un peu blanc.
J’aimeJ’aime